
| 
|
|
Sand Casting
| |
|
|
|
|
Sand Casting
| |
| Making Casting Models | Making Green Sand | Making the Mould |
| Casting the Weights | Lead Weight Diagram | Paper Towel Holder Project |
I wanted to cast some lead weights for a project I was making so this page is the result of that project.
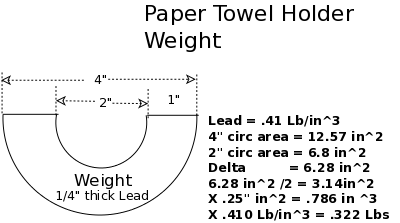
I needed about 1/2 LB per weight so I figured I needed hollow half circles, 4" across, with a 2" center hole, and 1/4" thick.
A model of this occupies .786 in^3, lead weighs .41 Lb/in^3 so the total weight is .322 Lbs.
These don't have to be pretty, just heavy!
|
To weight the base, I'm making two almost half circle metal weights.
I'll totaly enclose the weights within the base so no one comes in contact with the weights.
The weights will be 2" outer radius. and 1 " inner radius. so they fit around the center post.
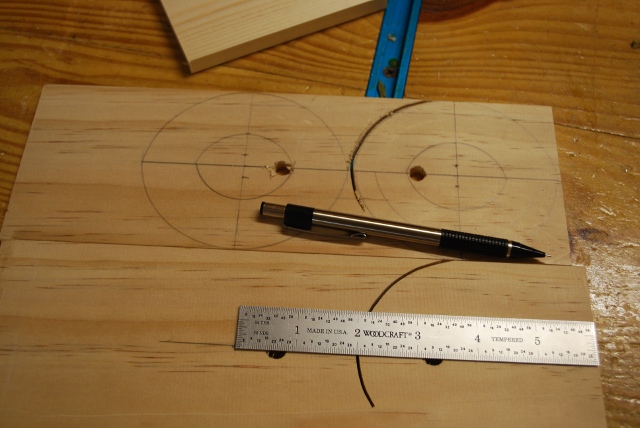
In order to sand cast the metal, I am making wooden models of the weights then I will make sand moulds of the models. Here I have drawn the shape on 1x4s that I have resawn to .25" thick. |

| I am making 5 paper towel holders, so I need 10 of these weights. |

| Here are a few cut out. I'll sand and paint them to make them easier to get out of the greensand. |

| Here they are sanded. |

| I used my 10" bandsaw and the inside cut needs a little more sanding. |
| Painting the models. |

| Close up of model paint drying. |

| I made this packer stick to pack the greensand in the mould box. |

| Here its drying after painting the up side. I made it by turning down a round handle on half of a 1-3/8" square stick. |

|
I am about to make greensand.
These weight's shape is non-critical so I'm not using first quality products.
Greensand is what you use to make moulds for casting metal. It is composed of 90% silica sand and 10% clay. Here I am using silica sand (play sand) and clay kitty litter You can see the sand in the red pan, kitty litter in the black dish, my mould form (1x2 frame standing on edge) the packer tool, the models, a piece of plastic to mix on, some talcum powder (mould release) and the top and bottom boards for the mould form. |

| Here the sand is spread out over the plastic and the kitty litter spread across it. |

| Begin mixing by pulling each corner, or pairs of corners up and toward the center, leaving a pile in the center. |

| Spread it back out and then pull up the corners to make a pile again. Several itterations of this does a good job of mixing the sand and kitty liter. |

| After straining out the lumps. |

| Here are the lumps etc I strained out. |

| To test the moisture in the green sand, squeeze a handful and see if it stays in a clump. This one didn't do quite as I would like so I sprayed a mist of water on the sand then turned the corners to mix it several times, then spread it back out. |

| After adding a little more water, it stays in a clump when you squeeze it. |

| It breaks smoothly and stays in clumps. |

| Here are the models laying on the bottom board and the mould frame around them. I sprinkled some talcum powder to act as a mould release. The mould form is made of 1x2s and must be very square. |

| Now I spread green sand on top and start packing (tamping) it down. |

| All packed but its not even with the top. |

| So I add more green sand and begin to pack again. |

| Now its packed and above the edge of the frame. |

| I scrape off the excess with a straight edged stick. This side of the mould must be flat, since I'm going to turn it over and remove the models. If this side isn't flat, and I turn the mould over the sand will distort the model cavities on the other side. |

| Now the top is flat and level with the edge of the form. |

| I place another board on top and turn the whole mould over. |

| I tap on each model then place a screw in the hole I drilled previously, wiggle it gently to remove the model from the sand. |

| Heres what the mould looks like after removing the model. |

|
The whole casting setup, on our patio, ready to melt then pour.
Note the Mapp gas torch, it helps melt the lead in the furnace and heat the ladle.
On the first casting I used a small cast iron bullet ladle but I discovered I needed a larger ladle. I bought a 1 C stainless ladle for this round (left of the furnace), the mould should be poured completely full from one ladle full. |

| Weights in mould after pouring. |
|
| Not very pretty but they only have to be heavy. |
|
| Ditto. I'll probably screw the weights into the base so I'll drill a hole, but later I'll try casting a screw hole (once I get better at this). |