American National Standard Machine Screws and Machine Screw Nuts
This Standard ANSI B18.6.3 covers both slotted and recessed head machine screws .
Dimensions of various types of slotted machine screws, machine screw nuts
, and header points are given in Tables 1 through 12.
The Standard also covers flat trim head, oval trim head and drilled fillister head machine screws and gives cross recess dimensions and gaging dimensions for all types of machine screw heads.
Information on metric machine screws B18.6.7M is given beginning on page 1708.
Threads
Except for sizes 0000, 000, and 00, machine screw threads may be either Unified Coarse (UNC) and Fine thread (UNF) Class 2A (see American Standard for Unified Screw Threads starting on page 1865) or UNRC and UNRF Series, at option of manufacturer.
Thread dimensions for sizes 0000, 000, and 00 are given in Table 7 on page 1698.
Threads for hexagon machine screw nuts may be either UNC or UNF, Class 2B, and for square machine screw nuts are UNC Class 2B.
Length of Thread
Machine screws of sizes No. 5 and smaller with nominal lengths equal
to 3 diameters and shorter have full form threads extending to within 1
pitch (thread) of the bearing surface of the head, or closer, if
practicable.
Nominal lengths greater than 3 diameters, up to and
including 1 1⁄8 inch, have full form threads extending to within two
pitches (threads) of the bearing surface of the head, or closer, if
practicable. Unless otherwise specified, screws of longer nominal length
have a minimum length of full form thread of 1.00 inch.
Machine screws of sizes No. 6 and larger with nominal length equal to 3 diameters and
shorter have full form threads extending to within 1 pitch (thread) of
the bearing surface of the head, or closer, if practicable. Nominal
lengths greater than 3 diameters, up to and including 2 inches, have
full form threads extending to within 2 pitches (threads) of the bearing
surface of the head, or closer, if practicable. Screws of longer
nominal length, unless otherwise specified, have a minimum length of
full form thread of 1.50 inches.
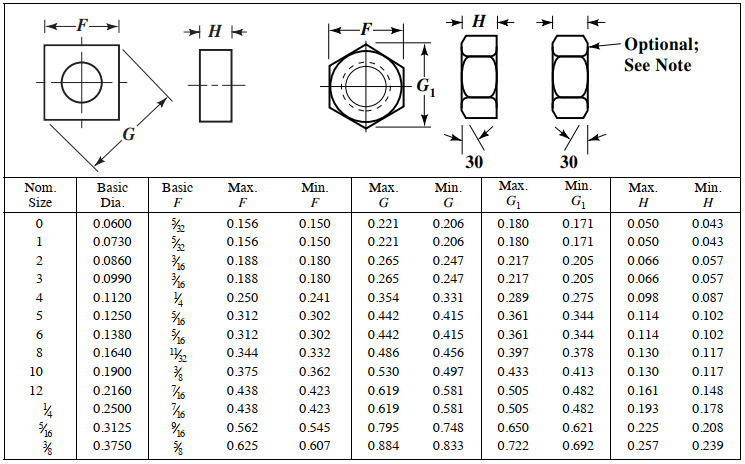
Table 1. Square and Hexagon Machine Screw Nuts
ANSI B18.6.3-1972 (R1991)
|
|
|
All dimensions in inches.
|
Hexagon machine screw nuts have tops flat and
chamfered.
Diameter of top circle should be the maximum width across
flats within a tolerance
of minus 15 percent. Bottoms are flat but may
be chamfered if so specified.
Square machine screw nuts have tops and
bottoms flat without chamfer.
|
Diameter of Body
|
The diameter of machine screw bodies is not less than Class 2A thread
minimum pitch
diameter nor greater than the basic major diameter of the
thread.
Cross-recessed trim head machine screws not threaded to the
head have an 0.062 in.
minimum length shoulder under the head with
diameter limits as specified in the dimensional
tables in the standard.
|
|
Designation
|
Machine screws are designated by the following data in the sequence
shown: Nominal size (number, fraction, or decimal equivalent); threads
per inch; nominal length
(fraction or decimal equivalent); product name,
including head type and driving provision;
header point, if desired;
material; and protective finish, if required. For example:
|
| ¼ - 20 x 1 ¼ Slotted Pan Head Machine Screw, Steel, Zinc Plated
|
| 6 - 32 x ¾ Type IA Cross Recessed Fillister Head Machine Screw, Brass
|
Machine screw nuts are designated by the following data in the
sequence
shown: Nominal size (number, fraction, or decimal equivalent);
threads per inch; product
name; material; and protective finish, if required. For example:
|
| 10 - 24 Hexagon Machine Screw Nut, Steel, Zinc Plated
|
| 0.138 - 32 Square Machine Screw Nut, Brass
|
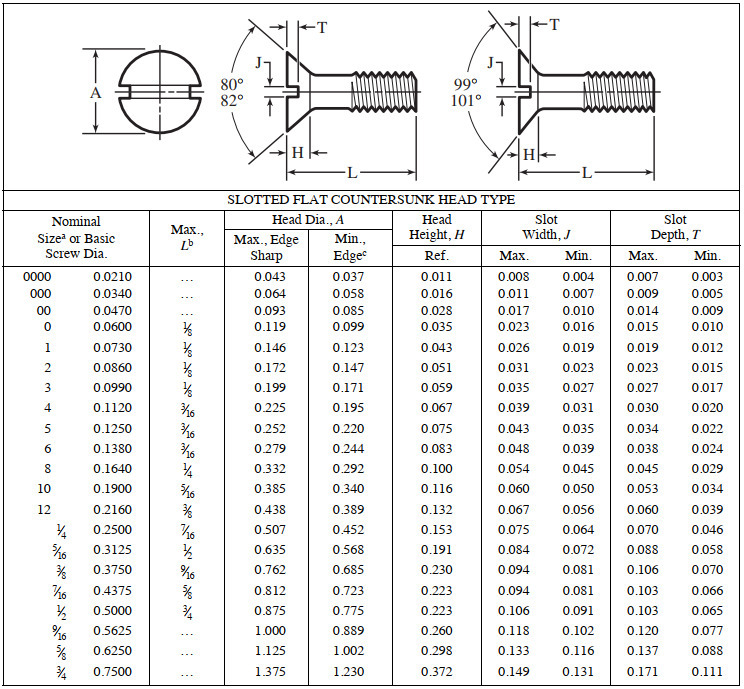
Table 2. American National Standard Slotted 100-Degree
Flat Countersunk Head Machine Screws
ANSI B18.6.3-1972 (R1977)
|
|
a When specifying nominal size in decimals, zeros
preceding the decimal point and in the fourth decimal place are omitted.
|
|
All dimensions are in inches.
|
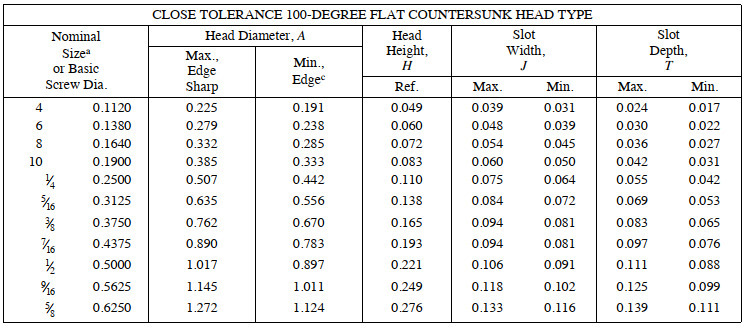
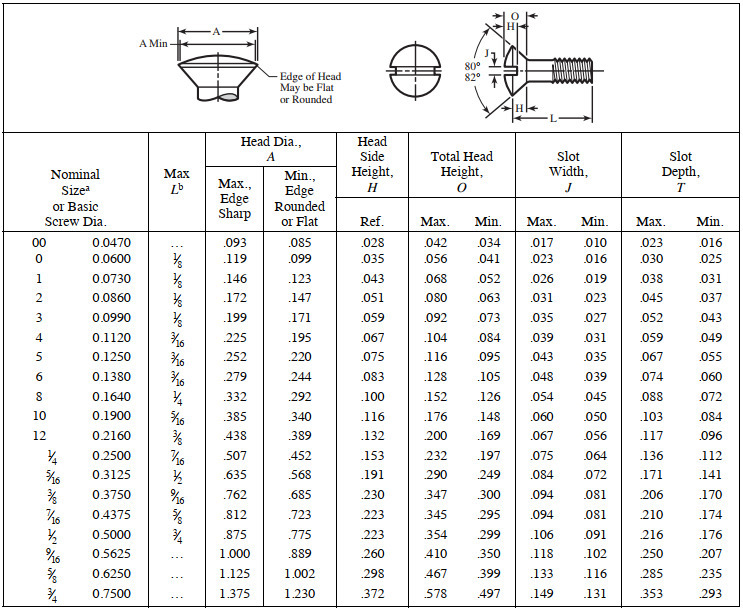
Table 3. American National Standard Slotted Flat Countersunk
Head and Close Tolerance 100-Degree Flat Countersunk Head
Machine Screws ANSI B18.6.3-1972 (R1991)
|
|
a When specifying nominal size in decimals, zeros
preceding the decimal point and in the fourth decimal place are omitted.
|
|
b These lengths or shorter are undercut.
|
|
c May be rounded or flat.
|
|
|
All dimensions are in inches.
|
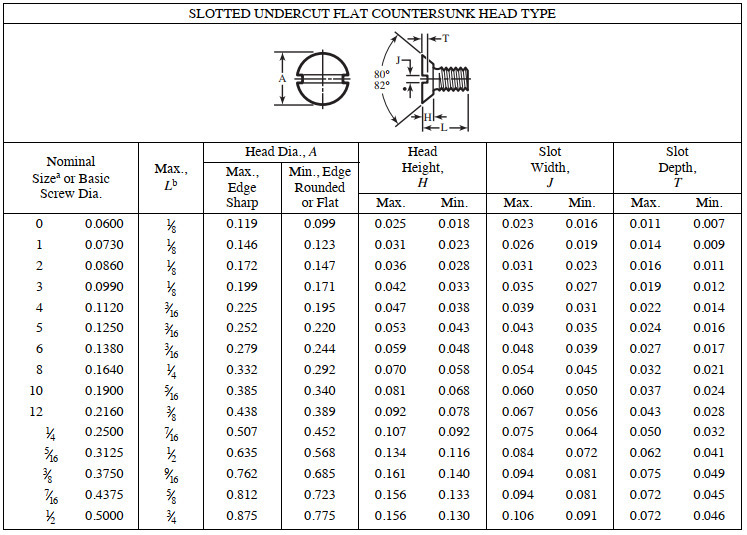
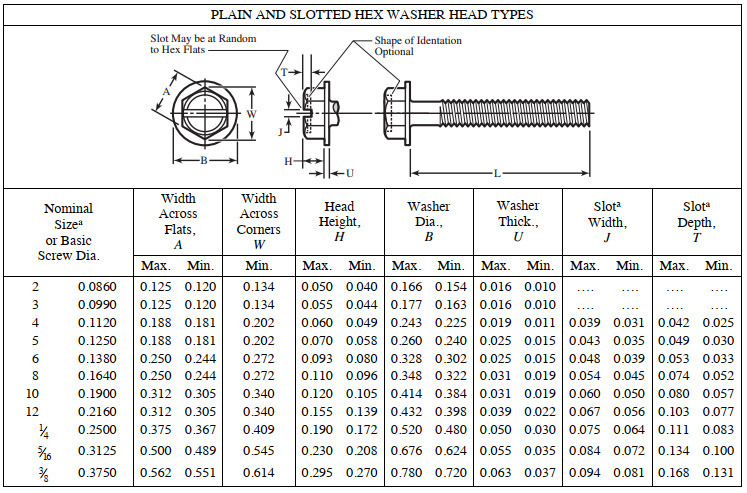
Table 4. American National Standard Slotted Undercut
Flat Countersunk Head and Plain and
Slotted Hex Washer Head Machine Screws
ANSI B18.6.3-1972 (R1991)
|
|
a When specifying nominal size in decimals, zeros
preceding the decimal point and in the fourth decimal place are omitted.
|
|
b These lengths or shorter are undercut.
|
|
|
a Unless otherwise specified, hexagon washer head machine screws are not slotted.
|
|
All dimensions are in inches.
|
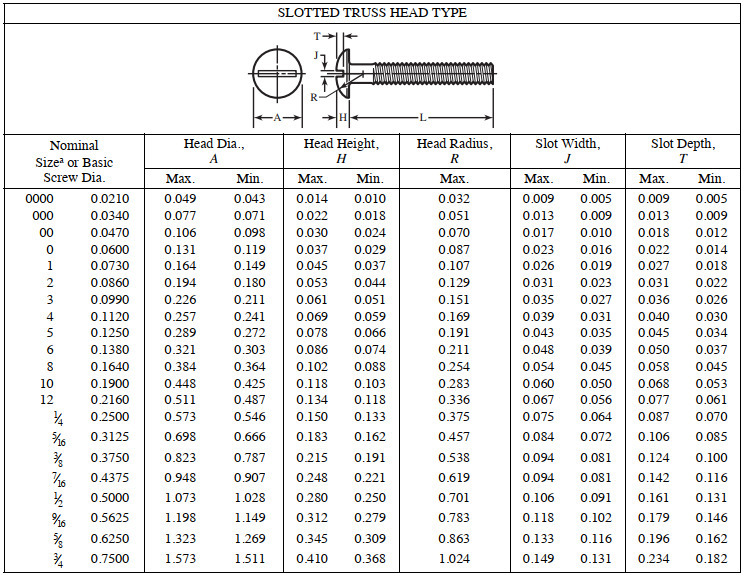
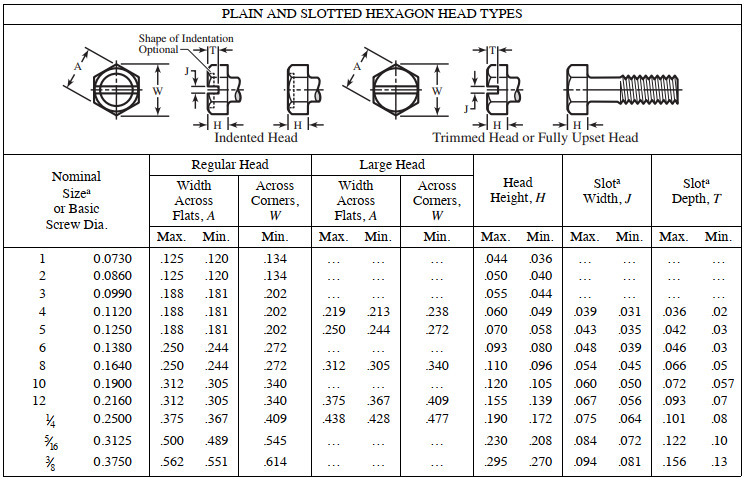
Table 5. American National Standard Slotted Truss Head and
Plain and Slotted Hexagon Head Machine Screws
ANSI B18.6.3-1972 (R1991)
|
|
a Where specifying nominal size in decimals,
zeros preceding decimal points and in the fourth decimal place are omitted.
|
|
|
a Unless otherwise specified, hexagon head machine screws are not slotted.
|
|
All dimensions are in inches.
|
Table 6. American National Standard Slotted Pan Head Machine
Screws ANSI B18.6.3-1972 (R1991)
|
|
a Where specifying nominal size in decimals, zeros
preceding decimal and in the fourth decimal place are omitted.
|
|
All dimensions are in inches.
|
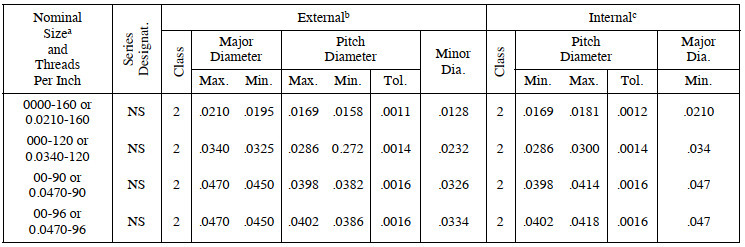
Table 7. Nos. 0000, 000 and 00 Threads ANSI B18.6.3-1972 (R1991)
Appendix
|
|
a Where specifying nominal size in decimals, zeros
preceding decimal and in the fourth decimal place are omitted.
|
|
b There is no allowance provided on the external threads.
|
c The minor diameter limits for internal threads are
not specified, they being determined
by the amount of thread engagbent
necessary to satisfy the strength requirbents and tapping
performance in the intended application.
|
|
All dimensions are in inches.
|
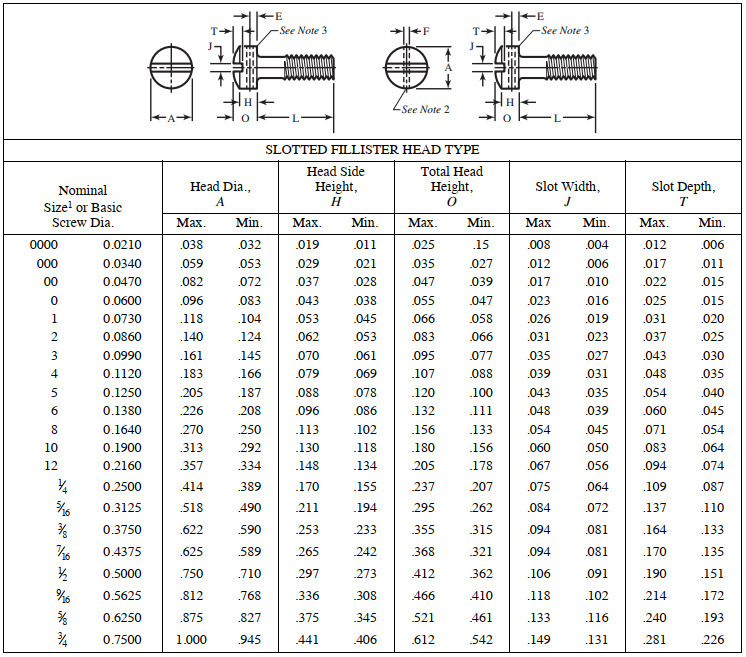
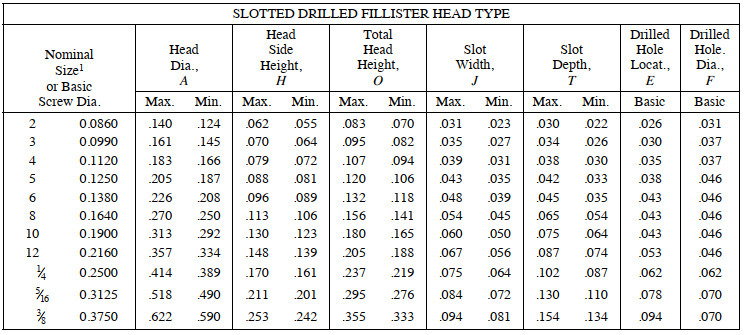
Table 8. American National Standard Slotted Fillister and Slotted
Drilled Fillister Head Machine Screws
ANSI B18.6.3-1972 (R1991)
|
|
|
|
All dimensions are in inches.
|
1 Where specifying nominal size in decimals, zeros
preceding decimal points and in the fourth decimal place are omitted.
|
2 Drilled hole shall be approximately perpendicular to
the axis of slot and may be permitted to
break through bottom of the
slot. Edges of the hole shall be free from burrs.
|
3 A slight rounding of the edges at periphery of head
is permissible provided the diameter of the
bearing circle is equal to
no less than 90 percent of the specified minimum head diameter.
|
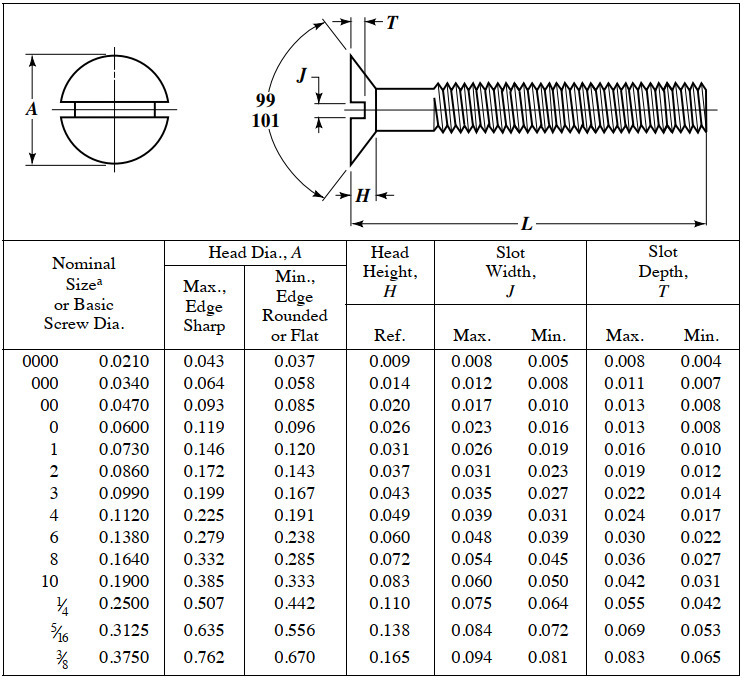
Table 9. American National Standard Slotted Oval Countersunk
Head Machine Screws ANSI B18.6.3-1972 (R1991)
|
|
a When specifying nominal size in decimals, zeros preceding decimal points
and in the fourth decimal place are omitted.
|
|
b These lengths or shorter are undercut.
|
|
All dimensions are in inches.
|
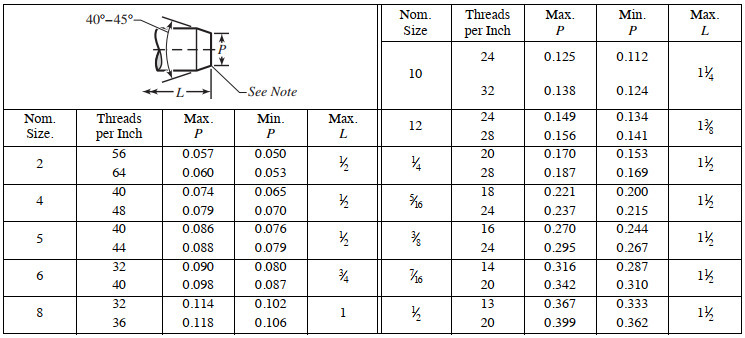
Table 10. American National Standard Header Points for Machine
Screws before Threading ANSI B18.6.3-1972 (R1991)
|
|
All dimensions in inches.
|
Edges of point may be rounded and end of point need not be flat nor perpendicular to shank.
|
Machine screws normally have plain sheared ends but when specified may have
header points, as shown above.
| |
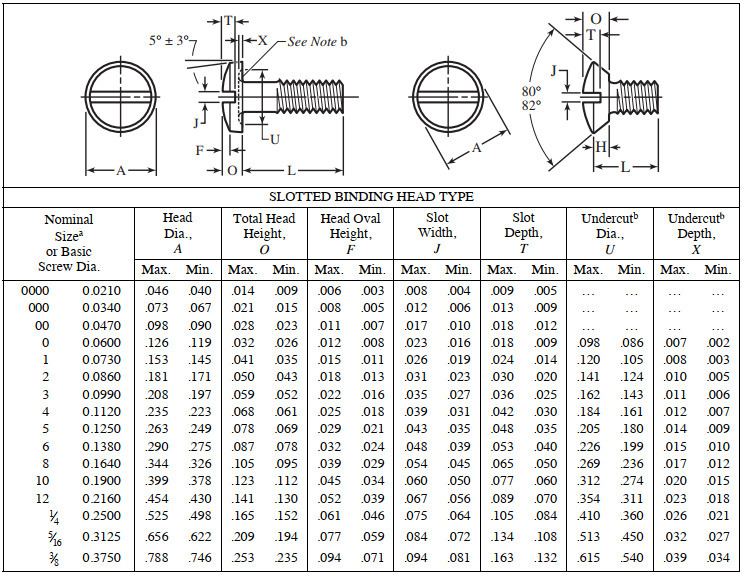
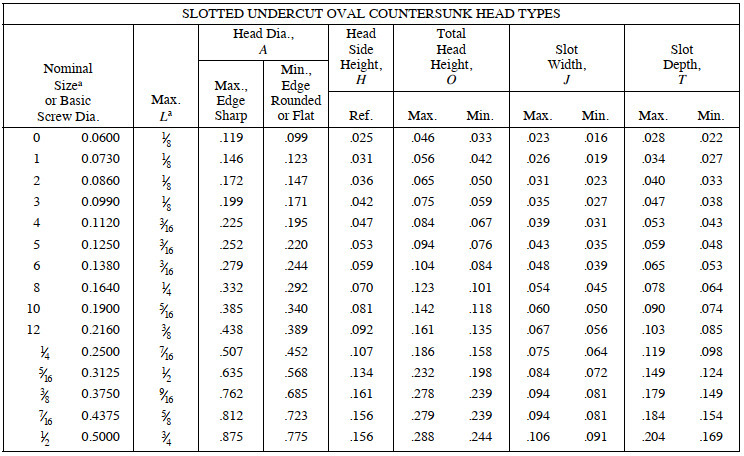
Table 11. American National Standard Slotted Binding Head and
Slotted Undercut Oval Countersunk Head Machine Screws
ANSI B18.6.3-1972 (R1991)
|
|
a Where specifying nominal size in decimals, zeros preceding decimal points and in the
fourth decimal place are omitted.
|
|
b Unless otherwise specified, slotted binding head machine screws are not undercut.
|
|
|
a These lengths or shorter are undercut.
|
|
All dimensions are in inches.
|
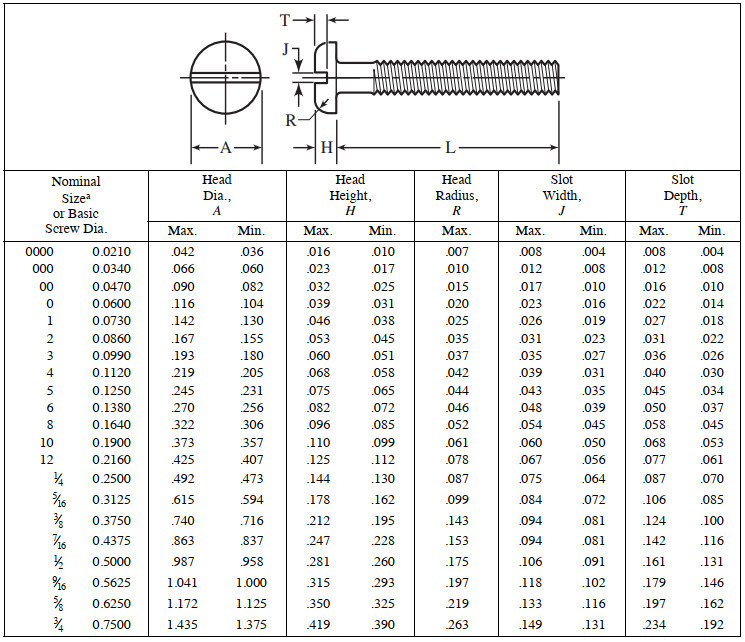
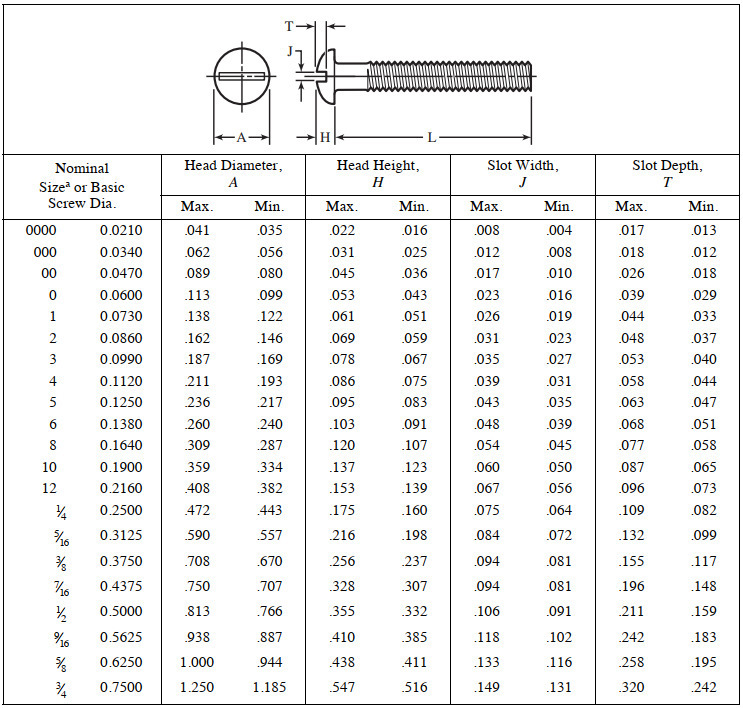
Table 12. Slotted Round Head Machine Screws ANSI B18.6.3-1972
(R1991) Appendix
|
|
a When specifying nominal size in decimals, zeros preceding decimal point and in
the fourth decimal place are omitted.
|
|
All dimensions are in inches.
|
|
Not recommended, use Pan Head machine screws.
|
|
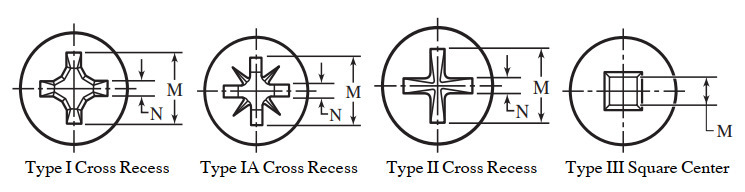
Machine Screw Cross Recesses
|
Four cross recesses, Types I, IA, II, and III, may be used in lieu of slots in machine screw heads.
Dimensions for recess diameter M , width N , and depth T (not shown above) together with
recess penetration gaging depths are given in American National Standard ANSI B18.6.3-1972
(R1991) for machine screws, and in ANSI/ASME B18.6.7M-1985 for metric machine screws.
|
|
|
|
ANSI Cross Recesses for Machine Screws and Metric Machine Screw
|
|